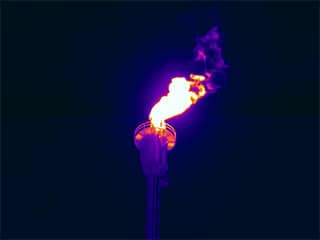
Many industries use flare stacks to burn off unwanted waste gas byproducts or flammable gases released by pressure relief valves during unplanned over-pressuring of plant equipment. Applications include oil and gas drilling operations, oil refineries, chemical process plants, gas distribution infrastructure, and landfills.
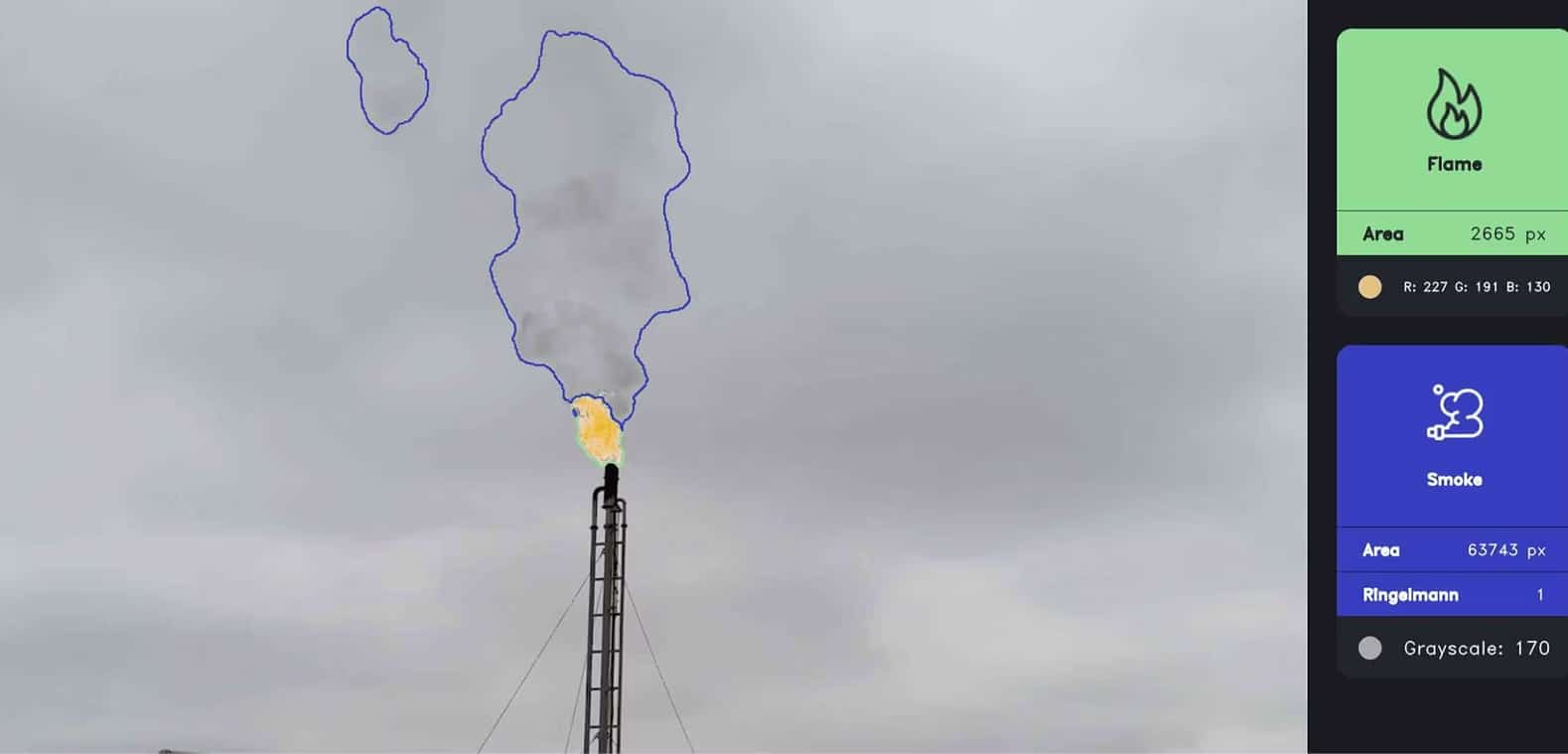
In many situations, regulations mandate the monitoring of the stack flame or the pilot flame that ignites the gases to prevent unburned hydrocarbons from being released into the atmosphere. Viper assists oil and gas operators in maintaining compliance with regulations such as Method 22 by monitoring black smoke emissions and providing actionable notifications when flaring exceeds acceptable limits.
Viper's System Solution
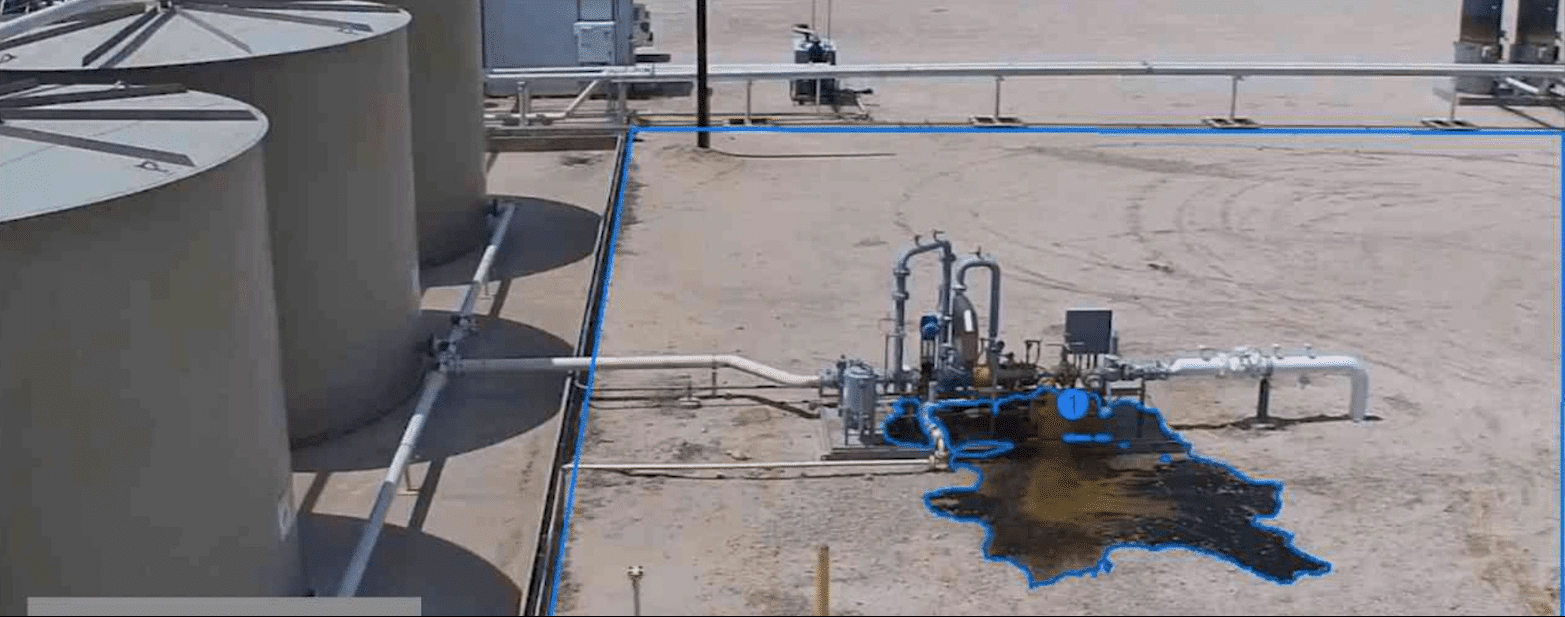
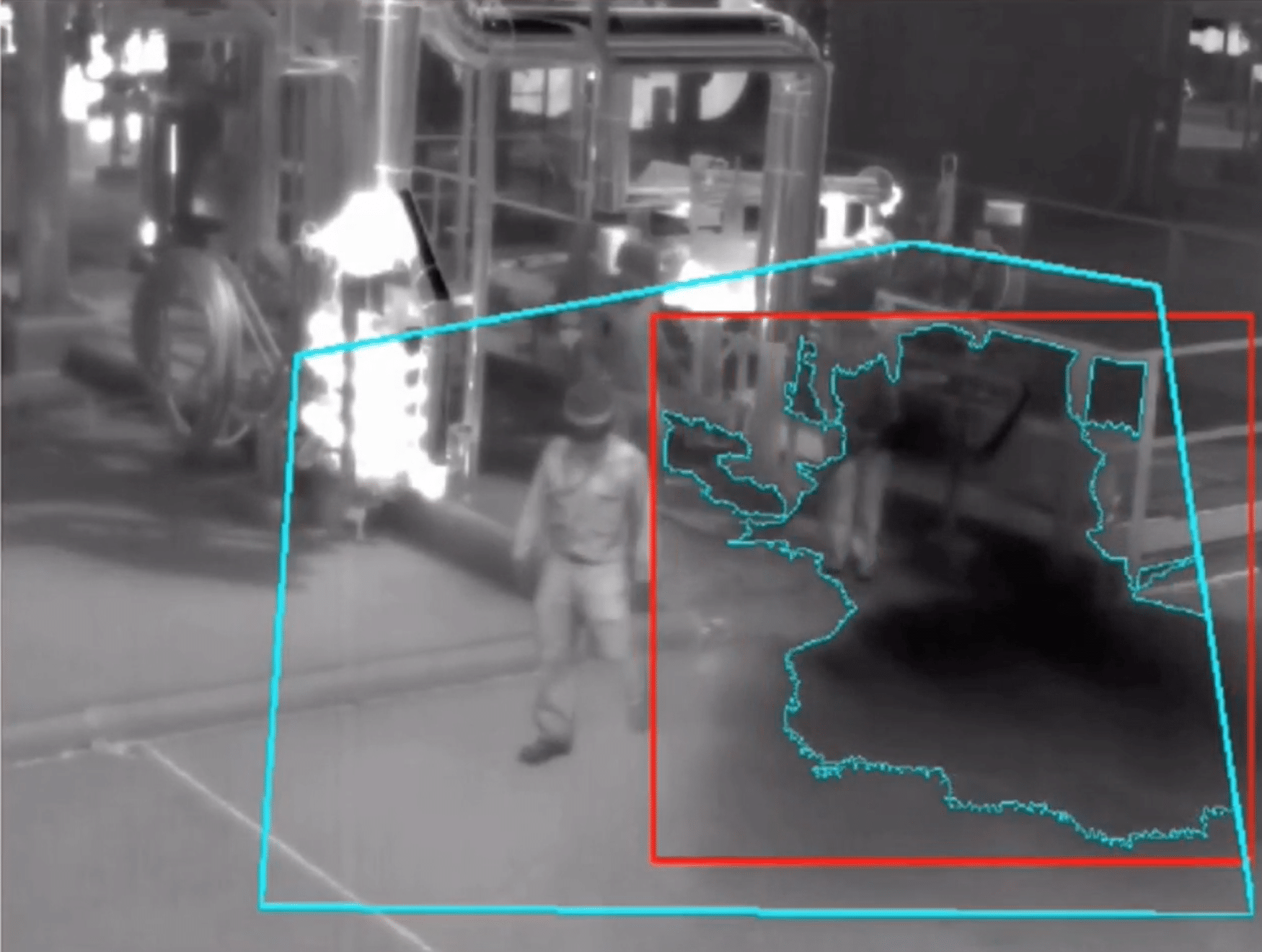
Our camera monitoring systems are ideal for constant, automated, remote monitoring in virtually any weather. They are also more cost-effective and avoid technical issues associated with UV flame detectors and similar technologies. ViperVision software uses AI and computer vision to provide accurate detection, intelligent automation, and streamlined reporting for comprehensive monitoring.
The cameras are mounted on a structure in weather-resistant housing. Obtain clear images with thermal and visual cameras combined with ViperVision software and integrated VisionAery capabilities.
Specific capabilities:


ApEX Predator Kit

Engineered to withstand hazardous environments and meet stringent regulations, this group of explosion proof camera systems redefine safety and monitoring standards in the most demanding industrial settings. Available with both thermal and visual camera options!
Key Capabilities & Benefits
- Hazardous locations certified
- AISI316L Stainless Steel construction
- ATEX/IECEX/UKCA/INMETRO/CLASS-DIV explosion proof
- IP 66/67/68/69, NEMA 4x
- Sunshade and heater
- Optional Built-in Fiber Media Converter
- Optional PoE
- Optional Built-in 120VAC power supply
- NDAA compliant